FASE 1
PREPARAZIONE CILINDRO E PRERISCALDO
CILINDRO: che si utilizzi espansione libera o controllata si hanno gli stessi medesimi risultati, o meglio non da controindicazioni nella riuscita della fusione ad un solo canale di colata.
PRERISCALDO: Temperatura massima consigliata 850° (è consigliato inserire crogiuolo con lega nel forno) molto importante è il tempo di tenuta in temperatura.
- FUSIONI NORMALI (senza sovrafusione) 30 minuti per 3X – 45 minuti per 6X
- FUSIONI CON SOVRAFUSIONI 60 minuti per 3X – 90 minuti per 6X
Apriamo una piccola parentesi per chi utilizza il rivestimento in METODICA VELOCE, il consiglio è di non aspettare più di 20 minuti dall’inizio dell’impasto per inserire il cilindro nel forno preriscaldo.

FASE 2
SPINAGGIO
La fase più importante per ottenere un’eccellente manufatto prodotto in monospina è sicuramente il DISPOSITIVO DI STABILIZZAZIONE, che non è altro che una fresa priva della sua punta e posizionata nella parte più distale delle due emiarcate.

Importante che il dispositivo di stabilizzazione sia fatto in un materiale non calcinabile ma che sia in un materiale rigido e stabile proprio come il tungsteno.
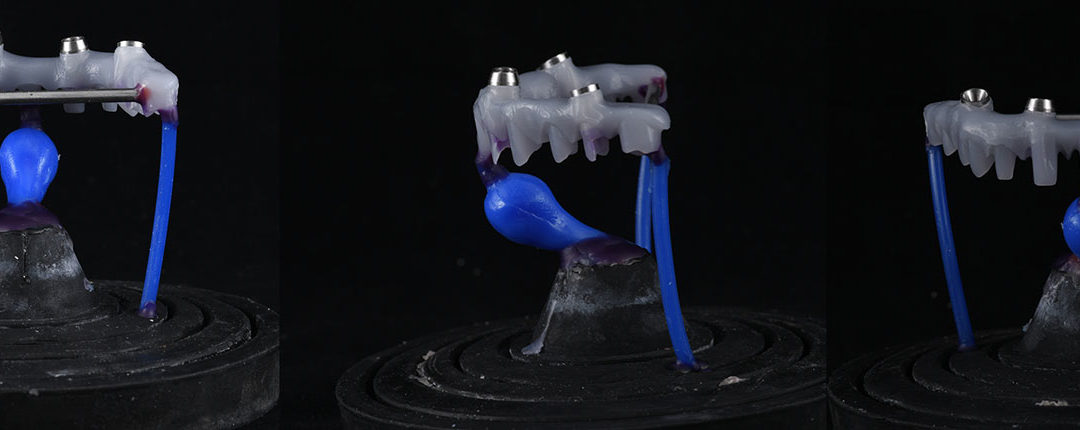
APPLICAZIONE DEL CANALE DI COLATA o meglio chiamata nel nostro caso BOA
È molto importante posizionare la parte di riserva (la pancia della boa) ad 8mm dal modellato, per distanziare la boa possiamo utilizzare un piccolo canale con diametro 3mm.

Applicare il canale di colata preferibilmente sul margine incisale dell’elemento pilastro, se non c’è si può posizionare anche su un elemento intermedio. In entrambi i casi nella prossimità del centro
della struttura. È importante mantenere il modellato ad un inclinazione di 45 gradi rispetto al piano

RADIATORI E SFOGHI
Nella parte più distale posizionare delle spine da 2,5mm che appoggiano direttamente sulla tettarella.

Non è sconsigliato l’utilizzo di radiatori nelle parti più spesse e di piccoli fili in cera nella parti più sottili.
FASE 3
FUSIONE
TIPOLOGIA DI FUSIONE
FUSIONE A CANNELLO: per chi usa la fiamma è consigliabile utilizzare una miscela di gas propano e ossigeno (Gas Propano 1bar / Ossigeno 2,5bar)
INDUZIONE O PRESSOFUSIONE: osservare le indicazioni IFU della lega ed impostare la corretta temperatura di colata.
